|
उत्पाद विवरण:
|
| सामग्री: | उच्च कार्बन इस्पात | विशेषता: | पेटेंट |
|---|---|---|---|
| आकार: | स्टील की पट्टी | सतह की हालत: | 1 grey/blue oxide finish:unpolished;2 bright tempered:unpolished; 1 ग्रे/ब्लू ऑक्साइड फिनि |
| इस्पात श्रेणी: | S60C-सीएसपी | मानक: | JIS G4802 S60C-CSP |
| हाई लाइट: | पेटेंट स्टेनलेस स्टील का तार रोल,क्यूटी स्टेनलेस स्टील का तार रोल,10 मिमी स्टेनलेस स्टील का तार बिना पॉलिश किया हुआ; |
||
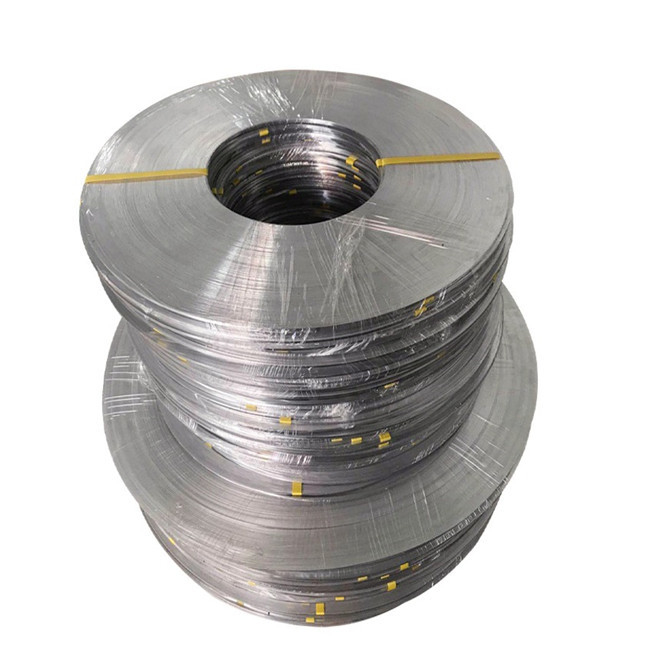
स्प्रिंग स्टील एक ऐसा नाम है जो स्प्रिंग्स के निर्माण में उपयोग किए जाने वाले स्टील्स की एक विस्तृत श्रृंखला को दिया जाता है, प्रमुख रूप से मोटर वाहन और औद्योगिक निलंबन अनुप्रयोगों में।ये स्टील्स आम तौर पर कम-मिश्र धातु मैंगनीज, मध्यम-कार्बन स्टील या उच्च-कार्बन स्टील होते हैं जिनकी उपज बहुत अधिक होती है।यह महत्वपूर्ण विक्षेपण या घुमाव के बावजूद उछले हुए स्टील से बनी वस्तुओं को उनके मूल आकार में लौटने की अनुमति देता है।
कोल्ड रोल्ड स्प्रिंग स्टील स्ट्रिप
कोल्ड रोल्ड स्ट्रिप एक स्टील उत्पाद है जिसे हॉट रोल्ड स्ट्रिप से तैयार किया जाता है जिसे पिकर्ड किया गया है।कॉइल को फिर सिंगल स्टैंड कोल्ड रोल स्टील मिल या रिवर्सिंग मिल या एक टेंडेम मिल में एक श्रृंखला में कई सिंगल स्टैंड से मिलकर कम किया जाता है।स्ट्रिप को सीधे कोल्ड-रोलिंग द्वारा लगभग अंतिम मोटाई तक कम किया जाता है, या कुछ मध्यवर्ती मोटाई पर एनीलिंग ऑपरेशन को शामिल करने के लिए और अधिक ठंड में कमी की सुविधा के लिए या तैयार उत्पाद में वांछित यांत्रिक गुणों को प्राप्त करने के लिए।हाई कार्बन स्ट्रिप स्टील को अतिरिक्त एनीलिंग और कोल्ड रिडक्शन ऑपरेशंस की आवश्यकता होती है।रोल स्लिटिंग की प्रक्रिया के माध्यम से कॉइल को फिर वांछित चौड़ाई में स्लिट किया जाता है।
नियंत्रित वातावरण की घोषणा की (उज्ज्वल की घोषणा की)
एनीलिंग के उच्च तापमान के परिणामस्वरूप धातु की सतह का ऑक्सीकरण हो सकता है, जिसके परिणामस्वरूप स्केल हो सकता है।यदि पैमाने से बचा जाना चाहिए, तो एनीलिंग एक विशेष वातावरण में किया जाता है, जैसे एंडोथर्मिक गैस (कार्बन मोनोऑक्साइड, हाइड्रोजन गैस और नाइट्रोजन गैस का मिश्रण)।गैस बनाने, हाइड्रोजन और नाइट्रोजन के मिश्रण में भी एनीलिंग की जाती है।
वाटर क्वेंच हार्डन स्प्रिंग स्टील स्ट्रिप
शमन सख्त एक यांत्रिक प्रक्रिया है जिसमें स्टील और कच्चा लोहा मिश्र धातुओं को मजबूत और कठोर किया जाता है।इन धातुओं में लौह धातु और मिश्र धातुएँ होती हैं।यह सामग्री के आधार पर सामग्री को एक निश्चित तापमान पर गर्म करके किया जाता है।यह या तो सतह के सख्त होने या सामग्री के ठंडा होने की दर पर अलग-अलग कठोर सामग्री के माध्यम से एक कठिन सामग्री का उत्पादन करता है।सामग्री को अक्सर भंगुरता को कम करने के लिए तड़का लगाया जाता है जो शमन सख्त प्रक्रिया से बढ़ सकता है।
पेटेंट हार्डन स्प्रिंग स्टील स्ट्रिप
लगभग कार्बन सामग्री के साथ उच्च कार्बन स्टील की स्प्रिंग स्ट्रिप।खनन उद्योग में उपयोग की जाने वाली रस्सियों को फहराने के लिए डिज़ाइन किया गया 0.76% C उचित तन्य शक्ति, यानी 1800 + 100 MPa होना चाहिए।इसलिए मध्यवर्ती पट्टी को ठंडे काम के प्रभावों को खत्म करने और 95% तक बड़े प्लास्टिक विरूपण के लिए अतिसंवेदनशील सामग्री संरचना प्राप्त करने के लिए पेटेंट प्रक्रिया से गुजरना चाहिए, जिसमें फैलाव सीमेंटाइट के उच्च बिखरने के साथ ठीक मोती शामिल है।पेटेंटिंग में दो चरण का ताप उपचार होता है।पहले चरण में, वायर एनीलिंग की प्रक्रिया Ac3 से ऊपर के तापमान पर आयोजित की जाती है, यानी तापमान सीमा 850 से 1050C तक होती है। पेटेंटिंग प्रक्रिया का अगला चरण लगभग 450-550C के तापमान पर एक आइसोथर्मल कूलिंग है। सीसा स्नान टैंक या एक द्रवित-बिस्तर भट्टी में।
अनुप्रयोग
सभी ग्रेड तुलना
| जीबी | एएसटीएम | जिस | एन | शोर |
| 55 | 1055 | / | सीके55 | 1.1204 |
| 60 | 1060 | / | सीके60 | 1.1211 |
| 70 | 1070 | / | सीके67 | 1.1231 |
| 75 | 1075 | / | सीके75 | 1.1248 |
| 85 | 1086 | SUP3 | सीके85 | 1.1269 |
| टी10ए | 1095 | एसके4 | सीके101 | 1.1274 |
| 65 मिलियन | 1066 | / | / | / |
| 60Si2Mn | 9260 | SUP6, SUP7 | 61SiCr7 | 60SiCr7 |
| 50सीआरवीए | 6150 | SUP10A | 51CrV4 | 1.8159 |
गुणवत्ता मानक
DIN 17222 स्प्रिंग्स के लिए कोल्ड रोल्ड स्टील स्ट्रिप्स डिलीवरी की तकनीकी शर्तें
बीएस एन 10132 हीट ट्रीटमेंट के लिए कोल्ड रोल्ड नैरो स्टील स्ट्रिप।तकनीकी वितरण की स्थिति
रासायनिक संरचना(%)
| इस्पात श्रेणी | सी | एम.एन. | सी | पी | एस | करोड़ | नी | बी | घन | एमओ | वी |
| 55 | 0.52-0.60 | 0.50-0.80 | 0.17-0.37 | 0.035 अधिकतम | 0.035 अधिकतम | 0.25 अधिकतम | 0.30 अधिकतम | / | 0.25 अधिकतम | / | / |
| 65 | 0.62-0.70 | 0.50-0.80 | 0.17-0.37 | 0.035 अधिकतम | 0.035 अधिकतम | 0.25 अधिकतम | 0.25 अधिकतम | / | 0.25 अधिकतम | / | / |
| 70 | 0.62-0.75 | 0.50-0.80 | 0.17-0.37 | 0.035 अधिकतम | 0.035 अधिकतम | 0.25 अधिकतम | 0.25 अधिकतम | / | 0.25 अधिकतम | / | / |
| 75 | 0.72-0.80 | 0.50-0.80 | 0.17-0.37 | 0.035 अधिकतम | 0.035 अधिकतम | 0.25 अधिकतम | 0.30 अधिकतम | / | 0.25 अधिकतम | / | / |
| 85 | 0.95-1.04 | 0.40 अधिकतम | 0.35 अधिकतम | 0.025 अधिकतम | 0.025 अधिकतम | / | / | / | / | / | / |
| 65 मिलियन | 0.62-0.70 | 0.90-1.20 | 0.17-0.37 | 0.035 अधिकतम | 0.035 अधिकतम | 0.25 अधिकतम | 0.25 अधिकतम | / | 0.25 अधिकतम | / | / |
| 60Si2Mn | 0.56-0.64 | 0.70-1.00 | 1.50-2.00 | 0.035 अधिकतम | 0.035 अधिकतम | 0.35 अधिकतम | 0.25 अधिकतम | / | 0.25 अधिकतम | / | / |
| 50सीआरवीए | 0.46-0.54 | 0.50-0.80 | 0.17-0.37 | 0.025 अधिकतम | 0.025 अधिकतम | 0.80-1.10 | 0.35 अधिकतम | / | 0.25 अधिकतम | / | 0.10-0.20 |
यांत्रिक गुण (बुझती और टेम्पर्ड स्थिति) (टी = 20 डिग्री सेल्सियस अगर अलग नहीं कहा गया है)
| इस्पात श्रेणी | तन्य शक्ति आरएम (एमपीए) | उपज शक्ति Rp0.2 (एमपीए) | बढ़ाव A5 (%) | क्षेत्र में कमी अनुपात सी (%) |
| 65 | 980 मि | 785 मि | 9 मि | 35 मि |
| 70 | 1030 मि | 835 मि | 8 मि | 30 मिनट |
| 85 | 1130 मि | 980 मि | 6 मि | 30 मिनट |
| 65 मिलियन | 980 मि | 785 मि | 8 मि | 30 मिनट |
| 60Si2Mn | 1275 मि | 1180 मि | 5 मिनट | 25 मि |
| 50सीआरवीए | 1275 मि | 1130 मि | दस मिनट | 40 मि |
डेलीवेरी हालत
EN 10132-4 द्वारा कवर की गई कोल्ड रोल्ड नैरो स्टील स्ट्रिप की आपूर्ति निम्नलिखित में से किसी एक डिलीवरी स्थिति में की जाएगी:
-एनील या एनीलेल्ड और स्किन पास (+ ए या + एलसी);
-कोल्ड रोल्ड (+ सीआर);
-बुझा हुआ और टेम्पर्ड (+ क्यूटी)।
नोट डिलीवरी की स्थिति- गोलाकार कार्बाइड (+ एसी) प्राप्त करने की घोषणा की गई - सहमत हो सकती है। ऐसे मामलों में, जांच और आदेश के समय गोलाकार और यांत्रिक गुणों पर भी सहमति हो सकती है।
डीकार्बराइजेशन
सिलिकॉन मिश्रधातु स्टील्स के लिए, डीकार्बराइजेशन प्रति साइड सामग्री की मोटाई के 3% से अधिक नहीं होगा, गैर-सिलिकॉन मिश्र धातु वाले स्टील्स के लिए, स्ट्रिप एज से 5 मिमी की दूरी पर मापा जाने पर डीकार्बराइजेशन प्रति साइड सामग्री मोटाई के 2% से अधिक नहीं होगा ( एन 10132-1 भी देखें)।
सतह खत्म
कोल्ड रोल्ड नैरो स्टील स्ट्रिप की सतह की फिनिश चमकदार होगी जैसा कि नियंत्रित वातावरण में रोलिंग और एनीलिंग द्वारा उत्पादित किया जाता है।
बुझती और टेम्पर्ड कोल्ड रोल्ड स्ट्रिप की सतह की फिनिश इस प्रकार है:
-ग्रे/नीला ऑक्साइड खत्म: बिना पॉलिश किया हुआ;
-ब्रिगेड टेम्पर्ड: अनपॉलिश्ड;
-पॉलिश: महीन पीस, अपघर्षक ब्रशिंग या अन्य प्रक्रियाओं द्वारा प्राप्त;
पॉलिश और रंगीन: गर्मी उपचार द्वारा ऑक्सीकरण द्वारा प्राप्त नीला या पीला रंग।
उष्मा उपचार
| इस्पात श्रेणी | शमन तापमान (डिग्री सेल्सियस) ( | मिडिया | तड़के तापमान (डिग्री सेल्सियस) |
| 65 | 840 | तेल | 500 |
| 70 | 830 | तेल | 480 |
| 85 | 820 | तेल | 480 |
| 65 मिलियन | 830 | तेल | 540 |
| 60Si2Mn | 870 | तेल | 480 |
| 50सीआरवीए | 850 | तेल | 500 |
मिल का परीक्षण प्रमाण पत्र:
सभी संबंधित डेटा के साथ EN 10204/3.1।रसायन।रचना, मेच।गुण और परीक्षण के परिणाम
![]()
व्यक्ति से संपर्क करें: Ms. Florence Tang
फैक्स: 86-731-89853933